
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик



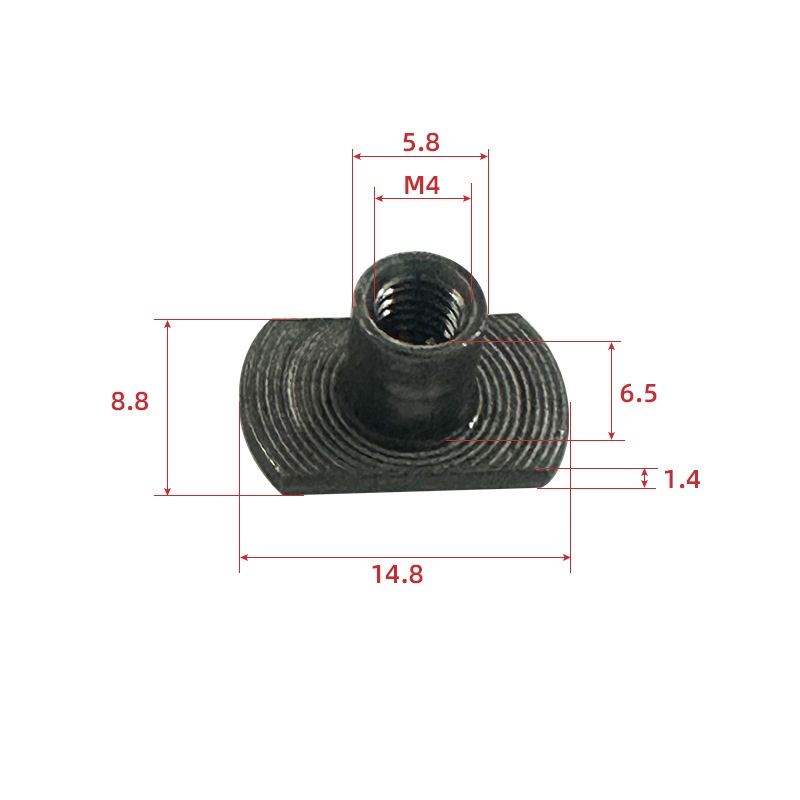
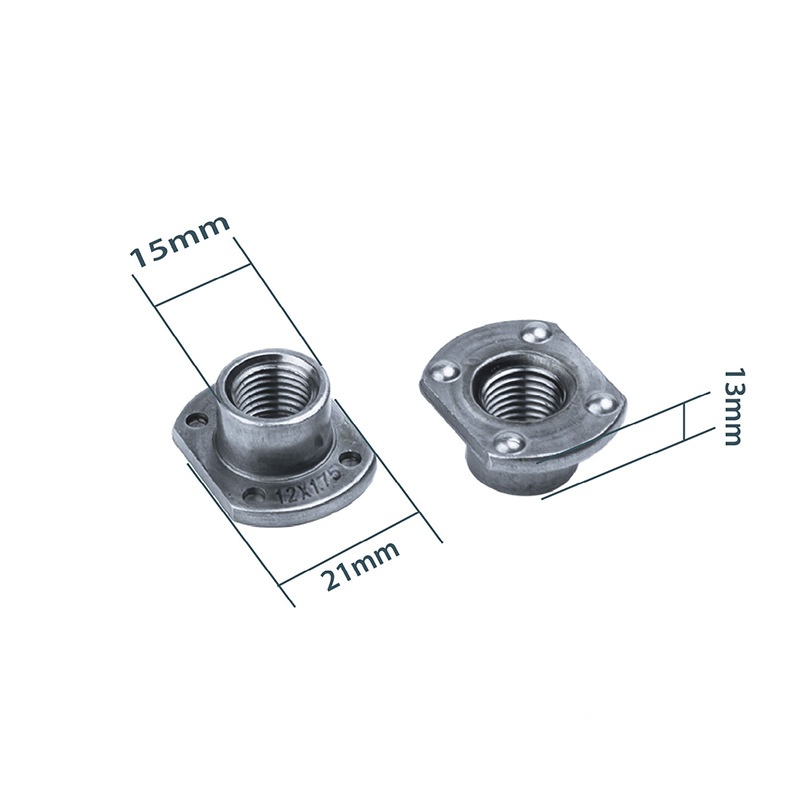

Stabil terhelésű T típusú hegesztési anyák
A terhelésstabil T típusú hegesztési anyák kiváló ellenállást biztosítanak a vibrációval és a kilazulással szemben, mint sok más, hegesztett anyatípushoz képest. A megbízható gyártók által támogatott minőségi gyártás központi szerepet játszik a Xiaoguo® számára, biztosítva, hogy a termékek megfeleljenek a nemzetközi szabványoknak.
Modell:JIS B1196-3.2-1994
Kérdés küldése
termékleírás
Ellentétben azokkal a csavarokkal, amelyeknek mindkét oldalát el kell érni, a stabil T típusú hegesztőanyákhoz csak az egyik oldalról kell hozzáférni – mind a hegesztéshez, mind a rögzítőelemek behelyezéséhez. Ez rendkívül hasznos zárt részekhez vagy doboz alakú részekhez.
Ezenkívül a nagy karima segíti a fémlemez elleni tömítést. Ha hegesztés előtt tömítőanyagot vagy tömítéseket helyez a karima felületére, ezek az anyák segítenek szorosan illeszkedő, szivárgásmentes csatlakozást kialakítani.
| Hétfő | M4 | M5 | M6 | M8 | M10 | M12 |
| P | 0.7 | 0.8 | 1 | 1︱1,25 | 1,25︱1,5 | 1,5︱1,75 |
| dk max | 20.5 | 20.5 | 23.7 | 23.7 | 31 | 33.2 |
| dk min | 19.5 | 19.5 | 22.3 | 22.3 | 29 | 30.8 |
| s max | 12.25 | 12.25 | 14.3 | 14.3 | 19.4 | 21.5 |
| s min | 11.75 | 11.75 | 13.7 | 13.7 | 18.6 | 20.5 |
| ds max | 5.9 | 6.7 | 8.3 | 10.2 | 13.2 | 15.2 |
| ds min | 5.4 | 6.2 | 7.8 | 9.5 | 12.5 | 14.5 |
| k max | 5.9 | 6.9 | 7.5 | 9 | 10.6 | 11.8 |
| k min | 5.1 | 6.1 | 6.5 | 8 | 9.4 | 10.2 |
| h max | 1.4 | 1.4 | 1.85 | 1.85 | 2.3 | 2.3 |
| h min | 1 | 1 | 1.35 | 1.35 | 1.7 | 1.7 |
| d0 max | 3.25 | 3.25 | 3.25 | 3.25 | 4.05 | 4.05 |
| d0 perc | 2.75 | 2.75 | 2.75 | 2.75 | 3.55 | 3.55 |
| d1 max | 15.2 | 15.2 | 17.25 | 17.25 | 22.3 | 24.3 |
| d1 perc | 14.8 | 14.8 | 16.75 | 16.75 | 21.7 | 23.7 |
Alkalmazható forgatókönyvek:
A legelterjedtebb és legolcsóbb anyag a terhelésálló T típusú hegesztési anyákhoz az alacsony és közepes széntartalmú acél – például az AISI 1008, 1010, 1018. Ez a fajta acél jól használható hegesztéshez, jó a szilárdsága, könnyen alakítható és nem kerül sokba.
A szénacél teherbírású, T stílusú hegesztőanyák a legtöbb szokásos ipari felhasználásra alkalmasak, akár belülről, akár enyhén korróziós helyekről – különösen, ha védőbevonattal rendelkeznek. Szilárdsági tulajdonságaik azt jelentik, hogy képesek kezelni a nehéz rögzítési munkákhoz szükséges nyíró- és húzóerőket, miután felhegesztették őket.

Telepítési útmutató:
Ahhoz, hogy a legjobb szilárdságot hozhassa ki a terhelésálló T típusú hegesztőanyákból, pontosan úgy kell szabályoznia a hegesztési beállításokat – áram, idő, nyomás –, ahogyan az anya anyagánál és vastagságánál elő van írva.
Nagyon fontos a felület megfelelő előkészítése: tiszta, olajmentes a fém. Maga a kialakítás segít a hegesztőáram fókuszálásában a vetületen keresztül, de kulcsfontosságú a gép helyes beállítása és annak biztosítása, hogy a kezelők tudják, mit csinálnak. Így minden T-stílusú anyán egyenletes, erős hegesztési varratokat kaphat.
Hot Tags: Terhelésstabil T stílusú hegesztési anyák, Kína, Gyártó, Szállító, Gyár
Kapcsolódó kategória
Hatlapú anya
Négyszögletes anya
Hatlap karima anya
Záróanya
Kupak anya
Hatszögletű hornyos anya
Kézi csavar az anyát
Kerek anya
Hubs Nuts
T-anya
Náddió
Egyéb diófélék
Kérdés küldése
Kérdését az alábbi űrlapon adja meg. 24 órán belül válaszolunk.








