
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик



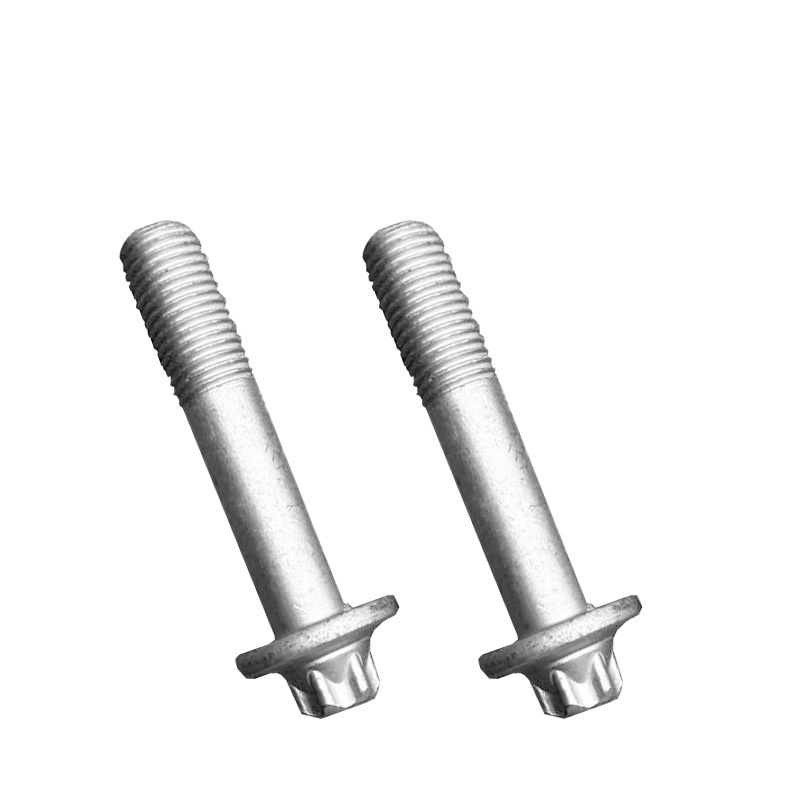


Áramvonalas hatlapfejű karimacsavarok
A Xiaoguo® beszállító áramvonalas hatlapfejű karimás csavarjait gondos csomagolással szállítjuk a sérülések elkerülése érdekében, és kialakításuk nagyobb csapágyfelületet biztosít a jobb terheléselosztás érdekében.
Modell:DIN 34801-1999
Kérdés küldése
termékleírás
A kezdetektől fogva alapos vizsgálatot végeztünk az áramvonalas hatlapfejű karimacsavarokon. Először is, az általunk használt nyersanyagok (magas széntartalmú acél vagy ötvözött acél) szigorúan megfelelnek az olyan főbb ipari szabványoknak, mint az ASTM és az ISO.
A gyártási folyamat során a gép ellenőrzi a tekercs, a karima és a fej gyártási pontosságát. Annak érdekében, hogy a minták ellenálljanak a csavarószilárdságnak, rendszeres vizsgálatokat végzünk. Minden egyes tételt kézzel alaposan megvizsgálnak, hogy azonnal észleljék a lehetséges hibákat, például repedéseket és egyenetlen bevonatot.
Ez a fajta részletes ellenőrzés hatékonyan biztosíthatja az egyes csavarok megbízható működését, és különösen fontos kritikus alkalmazási forgatókönyvek esetén.
Termék részletek
A gyár elhagyása előtt minden áramvonalas hatlapfejű karimacsavar átfogó minőségellenőrzésen esik át. Pontos szerszámokat használunk a menetek ellenőrzésére, hogy a karima lapos legyen, és ellenőrizzük, hogy a hajtásrendszer sértetlen-e. Minden egyes tételből véletlenszerűen választunk ki mintákat szilárdsági tesztekhez (például mekkora oldalirányú erőt tudnak ellenállni) és korróziós tesztekhez, beleértve a sópermet teszteket is.
Minden nem minősített csavart eltávolítanak. Csak olyan csavarokat szállítunk, amelyek teljes mértékben megfelelnek minden szabványnak. Ez a kiszállítás előtt elvégzett aprólékos ellenőrzés azt jelenti, hogy biztos lehet benne, hogy ezek a csavarok megbízhatóan fognak működni, és kisebb a használat közbeni meghibásodás lehetősége.
| Hétfő | M5 | M6 | M8 | M10 | M12 | M14 | M16 | M18 | M20 |
| P | 0.8 | 1 | 1|1,25 | 1|1,25|1,5 | 1,25|1,5|1,75 | 1,5|2 | 1,5|2 | 1,5|2|2,5 | 1,5|2|2,5 |
| da max | 5.7 | 6.8 | 9.2 | 11.2 | 13.7 | 15.7 | 17.7 | 20.2 | 22.4 |
| dc max | 11.8 | 14.2 | 17.9 | 21.8 | 26 | 29.9 | 34.5 | 38.6 | 42.8 |
| d1 | 4.48 | 5.35 | 7.19 | 9.03 | 10.86 | 12.70 | 14.70 | 16.38 | 18.38 |
| ds max | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 |
| ds min | 4.82 | 5.82 | 7.78 | 9.78 | 11.73 | 13.73 | 15.73 | 17.73 | 19.67 |
| e | 7.3 | 9.2 | 10.95 | 12.65 | 16.4 | 18.15 | 21.85 | 25.4 | 28.9 |
| k max | 6.5 | 7.5 | 10 | 12 | 14 | 16 | 19 | 21.5 | 24 |
| k min | 6.25 | 7.25 | 9.75 | 11.75 | 13.75 | 15.75 | 18.75 | 21.25 | 23.75 |
| r min | 0.2 | 0.25 | 0.4 | 0.4 | 0.6 |
0.6 |
0.6 |
0.6 |
0.6 |
| L1 min | 7.5 | 9 | 12 | 15 | 18 | 21 | 24 | 27 | 30 |
| h min | 1.45 | 1.75 | 2.65 | 3.6 | 4.1 | 5.1 | 5.5 | 6 | 6.5 |
| h max | 1.7 | 2 | 2.9 | 3.9 | 4.4 | 5.4 | 5.8 | 6.4 | 6.9 |

GYIK
K: Hogyan ellenállnak az áramvonalas hatlapfejű karimás csavarok a korróziónak, és milyen bevonatok állnak rendelkezésre?
V: Az áramvonalas hatlapfejű karimacsavarok korróziója elsősorban az anyaguktól vagy a hozzáadott bevonatoktól függ. A rozsdamentes acél típusú csavarok természetesen ellenállnak a rozsdának a króm jelenléte miatt. A szénacél csavarok általában bevonatokat igényelnek, például galvanizálást, ónozást vagy epoxigyantát. A horganyzás jó védelmet nyújt száraz vagy beltéri környezetben, míg a tűzihorganyzás erősebb védelmet nyújt kültéri vagy párás körülmények között. Rendkívül zord környezetben, például tengeri vagy vegyi környezetben, speciális bevonatok, például xilán vagy Dacromet használhatók a sós víz és a vegyi anyagok eróziójának ellenálló képességére.
Hot Tags: Áramvonalas hatlapfejű karimacsavarok, Kína, gyártó, szállító, gyár
Kapcsolódó kategória
Hatlapfejű csavar
Hatlapfejű karima csavar
Szögletes fejű csavar
Kerek fejű csavar
Süllyesztett csavar
Csuklócsavar
T-Bolt
U csavar
Alapozó csavarok
Horgonycsavar
Hub Bolt
Hexalobuláris aljzat serpenyőfej
Tizenkét szögű csavar
Kérdés küldése
Kérdését az alábbi űrlapon adja meg. 24 órán belül válaszolunk.








