
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






Időtakarékos rögzítő anya
A beszerelés során az időtakarékos szorítóanya deformálja a környező fémlemezt, erős mechanikus reteszelést hozva létre. A Xiaoguo® megbízható beszállító csavarokat, anyákat és csavarokat gyárt.
Modell:QIB/IND CLA
Kérdés küldése
termékleírás
Az időtakarékos szorítóanya helyes felszereléséhez szükség van egy kompatibilis présre – lehet hidraulikus, pneumatikus vagy szervoelektromos –, amely jól szabályozza az űrtartalmat, valamint megfelelően elkészített szerszámokat (lyukasztó és szerszámkészlet). A lyukasztó közvetlenül az anyát nyomja, és beleüti a fémlemezbe, amely egy tartó szerszámüreg fölé van helyezve. A jól megtervezett szerszám lehetővé teszi, hogy az anyag szabályozottan áramoljon az anya rögzítő részeibe. Nagyon fontos, hogy az erő állandóan és minden összhangban legyen. Ha nem használ elég erőt, akkor a csattanás gyenge lesz. Túl sokat használjon, mert megsérülhet az anya vagy a lap. És először nem kell előre befűzni semmit.
Alkalmazható forgatókönyvek:
Az időtakarékos rögzítőanyákat gyakran használják azokban az iparágakban, ahol a fémlemezeket hatékonyan kell összerakni. Megtalálhatóak az autókban – karosszériaelemekhez, konzolokhoz, alvázalkatrészekhez. Az elektronikában is megtalálhatók, például házakban, állványokban és hűtőbordákban. A HVAC-rendszerek ezeket is használják csatornákban és egységekben. A készülékek kereteikkel és házaikkal, telekommunikációs szekrényeikkel, bútoraikkal és világításaikkal együtt időtakarékos csavaranyákat használnak.
Minden olyan munka, amelynél erős, megbízható, fémlemezből kiálló (és egy síkban ülő) menetes csapra van szükség, jól működik egy időtakarékos rögzítőanyával. Kiváltja a terjedelmes hegesztési anyákat vagy laza kötőelemeket, egyszerűbbé téve a tervezést és a gyártást.
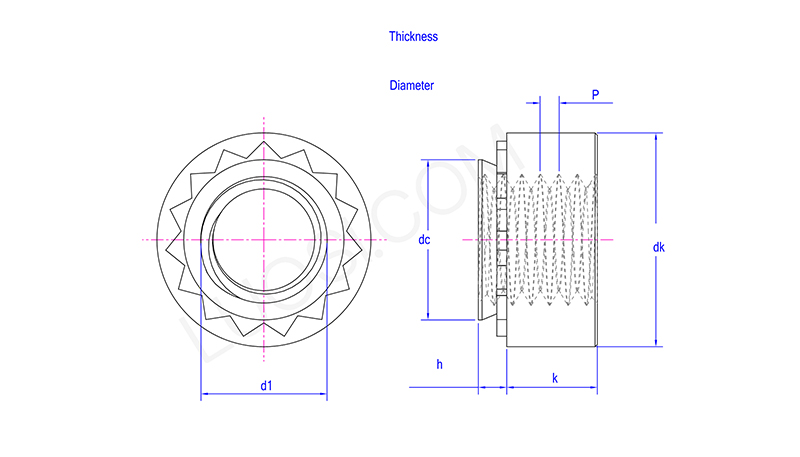
| Hétfő | 256-0 | 256-1 | 256-2 | 348-0 | 348-1 | 348-2 | 440-0 | 440-1 | 440-2 | 440-3 | 632-0 |
| P | 56 | 56 | 56 | 48 | 48 | 48 | 40 | 40 | 40 | 40 | 32 |
| d1 | #2 | #2 |
#2 |
#3 |
#3 |
#3 |
#4 |
#4 |
#4 |
#4 |
#6 |
| dc max | 0.165 | 0.165 | 0.165 | 0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.187 |
| Rögzítési furatok átmérője min |
0.166 | 0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.1875 |
| A rögzítő furatok átmérője max |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.1905 |
| dk min | 0.24 | 0.24 | 0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.27 |
| dk max | 0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.29 |
| h max | 0.03 | 0.038 | 0.054 | 0.03 | 0.038 | 0.054 | 0.03 | 0.038 | 0.054 | 0.087 | 0.03 |
| h kódoló | 0 | 1 | 2 | 0 | 1 | 2 | 0 | 1 | 2 | 3 | 0 |
| k max | 0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
| k min | 0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
| Szerelőlap vastagsága min |
0.03 | 0.04 | 0.056 | 0.03 | 0.04 | 0.056 | 0.03 | 0.04 | 0.056 | 0.091 | 0.03 |
Rozsdamentes kezelés:
Ez a dió gyakran felületkezeléssel rendelkezik, hogy ellenálljon a rozsdának és jobban nézzen ki. A gyakoriak közé tartozik a horganyzás – átlátszó, sárga vagy fekete – cink-nikkel bevonat, a Geomet® (egy nem elektrolitikus szervetlen bevonat) és a rozsdamentes acél passziválása. A bevonatnak ellenállnia kell a csiszolási folyamat nagy nyomásának anélkül, hogy letörne.
Hot Tags: Időtakarékos rögzítőanya, Kína, gyártó, szállító, gyár
Kapcsolódó kategória
Hatlapú anya
Négyszögletes anya
Hatlap karima anya
Záróanya
Kupak anya
Hatszögletű hornyos anya
Kézi csavar az anyát
Kerek anya
Hubs Nuts
T-anya
Náddió
Egyéb diófélék
Kérdés küldése
Kérdését az alábbi űrlapon adja meg. 24 órán belül válaszolunk.








