
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


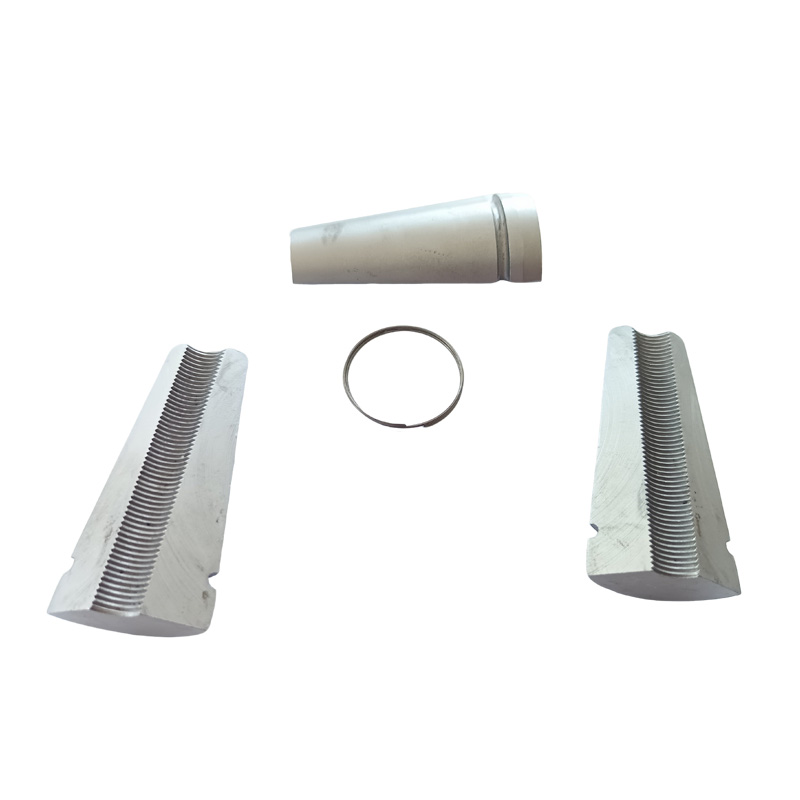
Hidegen kovácsolt utófeszítő ékek
A Xiaoguo® lehetővé teszi a hidegen kovácsolt utófeszítő ékek felületi fogmintázatának testreszabását. Pontosan az Ön igényei szerint dolgozzák fel, hogy egységes fogmintákat alakítsanak ki, amelyek szilárdan beleharaphatnak a 12,7-17,8 mm-es acélkábelekbe. Még akkor sem fog elcsúszni, ha a feszítőerő eléri a 2000 MPa-t. Szeretnél egy ilyen terméket?
Kérdés küldése
termékleírás
Anyag
A Cold Forged Post Tension Wedges anyagok kiválasztása közvetlenül befolyásolja a végső teljesítményt, különösen a felületi kopásállóság és a mag szívóssága közötti egyensúlyt.
Általános anyagrendszerek:
(1) 20CrMnTi (előnyös)
Alacsony széntartalmú ötvözött acélként ez az előnyben részesített anyag a nagy szilárdságú előfeszített ékek gyártásához. Fő előnye abban rejlik, hogy rendkívül nagy keménységet és kopásállóságot ér el a felületen karburálási vagy szén-nitrogén együttes karburálási folyamatokkal, miközben megőrzi a jó szívósságot a hidegen kovácsolt utófeszítő ékeken belül.
(2) 40Cr / 45# acél
Ez a két anyag egyensúlyt teremt a teljesítmény és a költség között, és alkalmas közepes szilárdsági követelményekkel járó forgatókönyvekhez.
(3) Egyéb anyagok
Az amerikai szabványrendszerben olyan anyagokat is használnak, mint az AISI C12L14, C11L17, 40Cr és C45.

Kézműves követelmények
A hidegkovácsolás a hidegen kovácsolt utófeszítő ékek alapvető gyártási folyamata, amely nemcsak nagy pontosságot biztosít, hanem jelentősen javítja a gyártás hatékonyságát és az anyagfelhasználást.
【1】 Az alapvető gyártási folyamat
(1) Hideg fejléc / hideg extrudálás: A fő folyamat hideg fejléccel vagy préselésből áll a fémtuskó szobahőmérsékleten történő extrudálásához és formálásához.
(2)Alakítási folyamat: A gyártási folyamat általában olyan lépésekből áll, mint az "anyag vágása → lapos lyukasztó formázása → többpozíciós hidegfejes alakítás", és egy vagy több lépésben előállíthatja a hidegen kovácsolt utófeszítő ékek alapformáját.
(3) A folyamat előnye: A hidegkovácsolási eljárás rendkívül magas anyagfelhasználással rendelkezik, általában eléri a 85%-ot, a fejlett technikák pedig akár 99%-ot is elérhetnek.
【2】 Kulcsfeldolgozás pontossága:
(1) Felületi érdesség: A kulcsfontosságú illeszkedő felületek, például a horgonylemez kúpos furatai felületi érdessége rendkívül magas. A kúplyukak Ra értéke jellemzően 0,8, míg a többi résznél 3,2, az önzáró teljesítmény biztosítása érdekében.
(2) Mérettűrés: A rögzítőlemez átmérő eltérésének ±0,5 mm-en belül kell lennie, a kúpszög hibájának pedig ±0,3°-on belül kell lennie.

GYIK
(1) A hidegen kovácsolt utólagos feszítőékek anyaga megfelel az alacsony hőmérsékletű (például -40°C) szívósság követelményeinek?
V: Igen. Anyagunk átment a -40°C-os alacsony hőmérsékletű ütési teszten, ütési energiával ≥ 27J (a GB/T 229 szabványnak megfelelően).
(2) Mik a hidegkovácsolás előnyei a hagyományos melegkovácsolással vagy megmunkálással szemben?
V: A hidegkovácsolás (hidegfejezés / hideg extrudálás) szobahőmérsékleten készül, és három alapvető előnye van:
①Magas anyagfelhasználási arány
②Nagy méretpontosság
③ Jó felületi minőség
(3) Milyen felületkezelést alkalmaznak?
A standard felületkezelés a foszfátozás + olajbevonat (alap rozsdagátló).
Magas korróziós környezetekhez olyan lehetőségek közül választhat, mint a Dacromet vagy a cink-nikkel ötvözet bevonat.
Hot Tags: Hidegen kovácsolt utófeszítő ékek, Kína, gyártó, szállító, gyár
Kapcsolódó kategória
Forró dip horgavanizált tuskó acélhuzal
Horganyzott acélhuzal optikai kábelekhez
Acélszálak
Kerek huzalkötél
Légi járművek acélhuzalkötél
Rozsdamentes acél huzalkötél
Megfogó ék
Anchorage Gripper
Kérdés küldése
Kérdését az alábbi űrlapon adja meg. 24 órán belül válaszolunk.








